SLA vs SLS: Understanding the Difference in Powder and Liquid 3D Printing

Curious about SLA vs SLS? Learn the difference between SLA and SLS, compare liquid 3d printer vs filament alternatives, and discover which technology actually fits your projects.
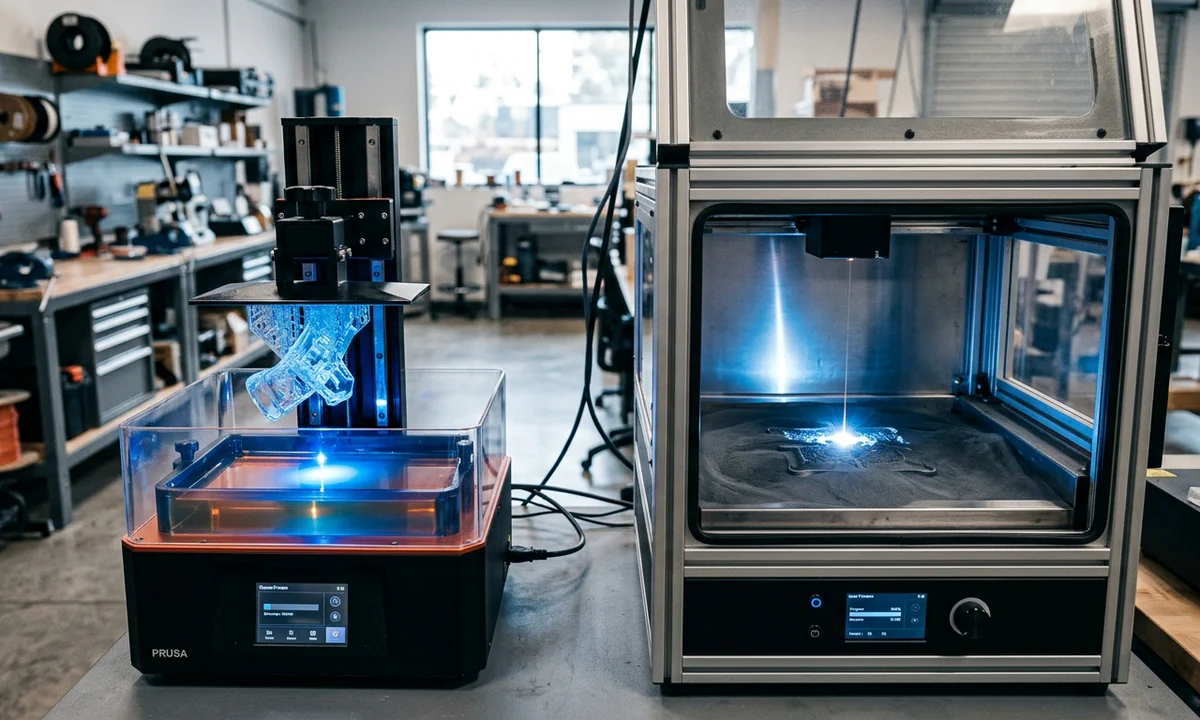
The first time you watch an SLA printer work, it feels almost unnatural.
A metal platform rises slowly from a vat of glossy resin. Layer by layer, a solid object appears from liquid, not from a nozzle, not from filament, not from powder you can see taking shape. It looks quiet, controlled, almost surgical.
Then you see an SLS part pulled from a powder bed.
No supports. No shiny resin. Just a block of warm nylon powder, brushed away to reveal parts that were hidden inside it like castings buried in sand.
That contrast explains the real difference between SLA and SLS. SLA prints from liquid photopolymer resin using UV curing. SLS prints from powdered thermoplastic, usually nylon, by fusing particles together with heat from a laser.
Both technologies use lasers. That shared detail confuses buyers. But the material system changes everything: surface finish, strength, accuracy, cleanup, cost, and where each process belongs in real production.
SLA usually wins when the part must look polished, detailed, and smooth. SLS usually wins when the part must bend, clip, snap, survive handling, or fit into a functional assembly.
Neither process is the universal answer.
The part decides.
SLA vs SLSInside SLA Printing
An SLA printer starts with liquid that does not want to be a part yet.
Inside the resin tray, a laser or projected light pattern exposes a thin layer of photopolymer. The exposed resin hardens through cross-linking, a chemical reaction that connects polymer chains into a solid. The machine repeats that action one slice at a time until the full geometry exists.
Exposure time matters. Too little light leaves soft edges, weak features, or failed layers. Too much light can swell features and reduce accuracy. Cure depth matters as well because each layer needs to bond to the layer before it without bleeding too far into surrounding resin.
That is the technical part. The practical part is messier.
SLA parts usually need support structures because they print in liquid, and islands or overhangs cannot simply float in space. After printing, you remove the part, wash uncured resin from the surface, trim supports, and post-cure the model under UV light. Gloves are not optional if you work responsibly. Uncured resin can irritate skin quickly.
The reward is surface quality.
A well-tuned SLA printer can produce layer heights around 25 to 100 microns and capture small text, sharp edges, fine textures, dental detail, jewelry masters, and miniature facial features with impressive clarity. That is why SLA appears so often in dental labs, model shops, jewelry workflows, product design studios, and cosmetic prototyping.
Material choice has improved. You can buy standard, tough, flexible, castable, dental, biocompatible, high-temperature, and ceramic-filled resins. Still, most SLA resins do not behave like true engineering thermoplastics over long periods. Some are brittle. Others creep under load. A few perform well, but they cost more and need careful curing.
Desktop access is SLA's biggest advantage.
Entry-level resin printers often cost $200 to $1,000. Professional desktop systems usually sit around $3,000 to $15,000. Industrial SLA machines can climb past $100,000, especially in dental, medical, and production environments.
For visual prototypes, SLA feels like cheating.
For hard-working mechanical parts, it asks for caution.
SLA vs SLSHow SLS Builds Parts
SLS begins with powder, heat, and patience.
A roller spreads a thin layer of nylon powder across the build chamber. The machine preheats that powder close to its melting point. Then a laser scans the cross-section of the part and fuses selected particles together. Another layer of powder follows. Another scan follows. Eventually, the part exists inside the powder bed, completely surrounded by unfused material.
That surrounding powder does something important: it supports the part.
SLS rarely needs dedicated support structures. Overhangs, hinges, internal channels, lattice structures, and nested batches can print without the scaffolding that SLA requires. Designers gain freedom because the powder itself carries the geometry during the build.
Most SLS parts use nylon 12. Nylon 11, glass-filled nylon, TPU, flame-retardant blends, and specialty engineering powders also appear in professional workflows. Compared with standard photopolymer resin, these materials usually deliver better toughness, impact resistance, and functional durability.
Pick up an SLS bracket and the difference feels obvious. It does not look as smooth as SLA, but it behaves more like a real production plastic. Snap-fit clips, housings, ducts, brackets, wearable components, and assembly fixtures all benefit from that behavior.
The surface tells the trade-off.
SLS parts usually have a fine granular texture. You can dye, tumble, bead blast, seal, or coat them, but they rarely match the glassy sharpness of a good SLA print straight from finishing. Dimensional accuracy often lands around ±0.2 mm plus a small percentage of part length, depending on machine calibration, material, and geometry.
The machines also ask for more commitment.
Compact professional SLS systems often start around $15,000 to $50,000. Larger production systems can exceed $250,000. Powder handling, air filtration, refresh ratios, warm-up cycles, cooldown cycles, and cleaning procedures all add operational weight.
SLS rewards volume.
If you need one beautiful model, SLA often makes more sense. If you need fifty functional nylon parts packed into one build, SLS starts to look less expensive than it seemed at first.
SLA vs SLSComparing Both Technologies
SLA and SLS are not two flavors of the same process.
One is a liquid resin workflow built around precision and finish. The other is a powder-based thermoplastic workflow built around strength, freedom from supports, and batch efficiency. That difference shows up in every serious buying decision.
The table below compares the main practical dimensions.
| Technology | Pros | Cons | Best Use Case | Typical Cost |
|---|---|---|---|---|
| SLA | Smooth surfaces, fine detail, sharp edges, strong cosmetic quality | Requires supports, washing, UV curing, resin safety steps, weaker impact resistance in many standard materials | Dental models, jewelry masters, miniatures, cosmetic prototypes, presentation models | Desktop: $200-$1,000; professional: $3,000-$15,000; industrial: $100,000+ |
| SLS | Strong nylon parts, no support structures, efficient batch production, good functional durability | Rougher surface, higher machine cost, powder handling, filtration needs, longer cooling cycles | Functional prototypes, brackets, housings, snap-fits, short-run production parts | Compact professional: $15,000-$50,000; industrial: $50,000-$250,000+ |
1Mechanism and Material Behavior
SLA uses light to cure liquid resin. The material starts as a photopolymer and hardens through controlled exposure. Settings such as exposure time and cure depth influence accuracy, strength, and surface quality.
SLS uses heat to fuse thermoplastic powder. The material starts closer to production plastic, especially when nylon 12 or nylon 11 is involved. That gives SLS an advantage for functional testing.
2Surface Finish and Detail
SLA wins the surface-finish contest in most applications.
Small lettering, jewelry texture, miniature detail, dental contours, and polished concept models all benefit from resin's fine feature resolution. A properly dialed-in SLA print can look finished before paint or coating.
SLS takes a different bargain. Its surface feels matte and slightly sandy, but its parts often survive mechanical use better than standard SLA resin parts.
3Speed and Throughput
A small SLA part can print quickly, especially on masked SLA machines that expose a full layer at once. The catch comes after printing: washing, support removal, drying, and post-curing add time.
SLS builds often take longer because the machine heats and cools a full powder chamber. But one chamber can hold many parts. For batch production, that changes the math.
4Maintenance and Scalability
SLA maintenance revolves around resin trays, build platforms, optical cleanliness, sticky spills, and safe resin storage.
SLS maintenance revolves around powder recovery, air filtration, sieving, refresh ratios, thermal control, and housekeeping. It is cleaner in one sense because there is no liquid resin, but more demanding as a controlled production environment.
SLA scales well for detailed models.
SLS scales better for functional parts.
SLA vs SLSMatching Technology to Projects
A printer specification sheet can make both technologies sound capable of almost anything.
Real projects narrow the choice quickly.
1Engineering Prototypes
Choose SLS when the prototype must act like a part, not just look like one.
Snap-fit closures, clips, ducting, brackets, wearable housings, drone components, and assembly fixtures benefit from nylon's toughness. Engineers can flex SLS parts repeatedly, screw them into assemblies, and test them under practical loads.
SLA can still help in engineering work. Use it for fit checks, fluid visualization models, transparent housings, fine-detail inspection tools, and presentation prototypes. But for repeated mechanical stress, SLS usually carries more trust.
2Product Design and Appearance Models
Choose SLA when the object needs to impress the eye.
A cosmetic enclosure, consumer electronics mockup, packaging prototype, dental model, or jewelry master often needs crisp edges and a smooth surface more than impact resistance. SLA gives designers that finish without heavy sanding.
SLS can work for product design too, especially once the team moves from form exploration to functional validation. Early beauty model? SLA. Durable beta prototype? SLS.
3Miniatures, Dental, and Fine Detail
SLA owns this category.
Miniatures, dental arches, surgical guides, modelmaking components, castable jewelry patterns, and finely textured objects rely on detail that powder texture can soften. SLS can reproduce complex shapes, but it rarely gives the same visual sharpness at small scale.
4Low-Volume Manufacturing
SLS becomes more attractive as part counts rise.
Because the powder bed supports every object, operators can pack many parts into one build. That works especially well for small housings, clips, brackets, custom fixtures, and wearable shells. The per-part labor can drop sharply compared with support-heavy resin production.
SLA can handle low-volume production too, especially for dental, jewelry, and specialized resin applications. Still, support removal and resin handling can slow throughput when geometry becomes complex.
5Where Filament Still Makes Sense
A liquid 3d printer vs filament comparison belongs in this discussion because FDM remains the budget workhorse.
Filament printing costs less, uses widely available materials such as PLA, PETG, ABS, ASA, TPU, and nylon, and requires less chemical handling than resin. For rough fixtures, large prototypes, educational projects, and workshop tools, FDM may beat both SLA and SLS on cost.
Choose FDM when price and simplicity matter most.
Choose SLA when detail matters most.
Choose SLS when functional nylon performance matters most.
SLA vs SLSCosts, Limits, Alternatives
The machine price is only the first bill.
SLA resin commonly costs $30 to $200 per liter, with engineering, dental, castable, and biocompatible resins often landing higher. Resin tanks wear out. Wash solvent needs replacement. Gloves, curing equipment, storage bottles, and cleaning supplies become part of the workflow.
SLS powder often costs about $50 to $150 per kilogram for common nylon grades, while specialty powders cost more. The true cost depends on refresh rate, which describes how much new powder you mix with reused powder for each build. Poor powder management can quietly raise part cost.
Safety looks different in each workflow.
SLA asks you to manage liquid chemicals. Wear gloves, avoid skin contact, ventilate the workspace, and cure waste resin before disposal. SLS asks you to manage fine powder. Air filtration, dust control, clean handling, and proper material storage matter, especially in small shops.
Maintenance also splits the audience.
A careful hobbyist can manage desktop SLA at home or in a small workshop. SLS usually fits better in professional shops, service bureaus, labs, or production spaces with room for powder handling and cleaning.
Alternatives deserve a brief look.
FDM remains the cheapest path for most beginners and small makers. Multi Jet Fusion, often called MJF, competes more directly with SLS for nylon production parts. Instead of using a laser to fuse powder point by point, MJF applies fusing agents and heat across each layer, which can improve throughput for certain production jobs.
These alternatives do not erase the SLA and SLS decision.
They define its boundaries.
SLA vs SLSFinal Differences Explained
SLA and SLS separate cleanly once you stop comparing lasers and start comparing materials.
SLA turns liquid resin into detailed, smooth, accurate parts through UV curing. It suits visual prototypes, dental work, jewelry, miniatures, and presentation models. Its weaknesses are resin handling, support removal, post-curing, and limited toughness in many standard materials.
SLS turns nylon powder into durable thermoplastic parts through laser sintering. It suits functional prototypes, snap-fit parts, housings, brackets, and low-volume production. Its weaknesses are rougher surface texture, higher equipment cost, powder handling, and a more demanding workspace.
Use this decision guide before buying a machine or ordering from a service bureau:
- If you need the smoothest cosmetic finish, choose SLA.
- If you need strong functional nylon parts, choose SLS.
- If you need dental models, jewelry patterns, or miniatures, choose SLA.
- If you need snap-fits, brackets, housings, or testable assemblies, choose SLS.
- If you need the lowest machine cost, choose desktop SLA or FDM.
- If you need short-run production with many parts per batch, choose SLS.
- If you are a hobbyist, start with SLA only if you can manage resin safely.
- If you run a professional shop, compare SLS ownership against outsourcing before buying.
The right technology is not the one with the better brochure.
It is the one whose compromises match your part.
3D printing and 3D scanning researcher with 10+ years of experience in materials science and additive manufacturing. Expert in FDM, SLA, and SLS technologies, covering in-depth guides, product reviews, top picks, troubleshooting articles, and industry news.